Так если бы понимал может и не менял, нашел примеры, единственное для себя закомментировал по мануалам, что бы примерно понимать что происходит, а менял только количество выдавливаемого филамента в начале
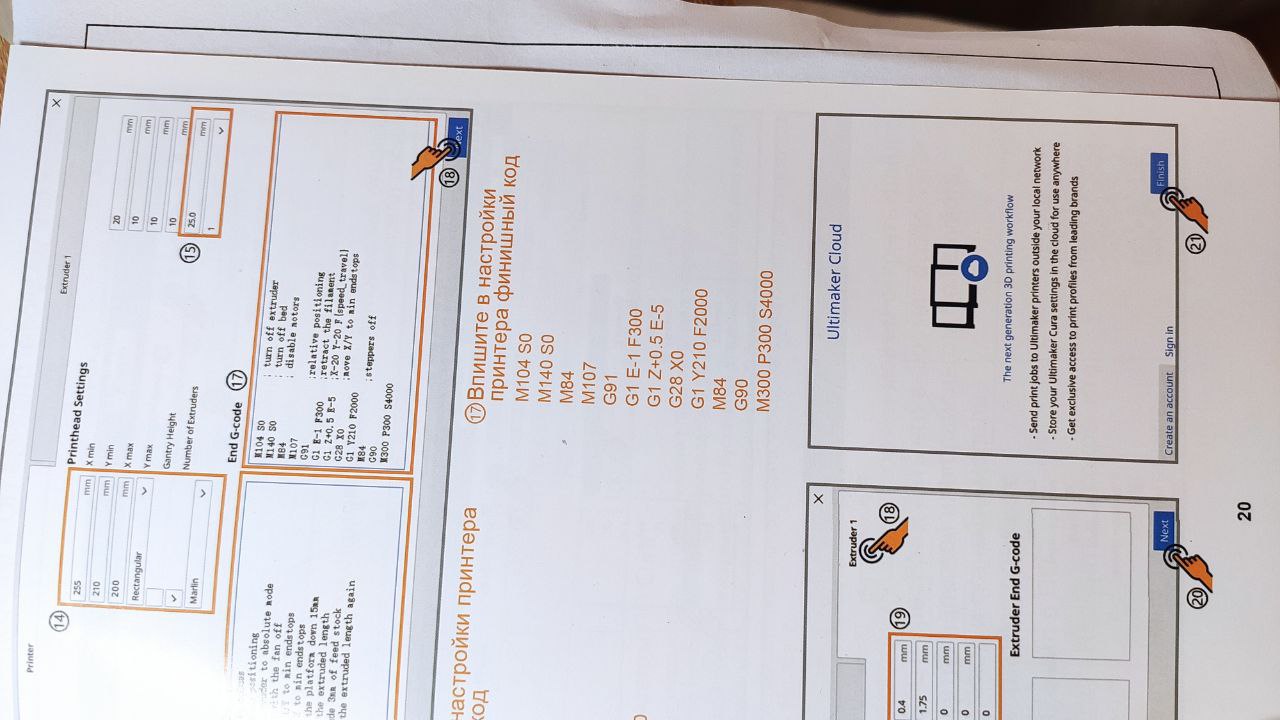
стартовый код: G21 ; Установка единиц измерения в миллиметрах G90 ; Установка абсолютных координат M82 ; Установить экструдер в абсолютный режим M107 ; Выключить вентилятор M140 S{material_bed_temperature} ; Нагреваем стол до заданной температуры. M104 S{material_print_temperature} T0 ; Нагреваем ХОТЕНД до заданной температуры. M190 S{material_bed_temperature} ; Ждем нагрева стола. M109 S{material_print_temperature} T0 ; Ждем нагрева ХОТЕНДА. G28 X0 Y0 ; Перемещение в начало ("домой") G28 Z0 ; Перемещение в начало ("домой") G1 Z15.0 F1200 ; Перемещение G92 E0 ; Установить позицию G1 F200 E23 ; Перемещение, Е количество выдавливаемого пластика G92 E0 ; Установить позицию G1 F7200 ; Перемещение M117 Printing ; Get Zero Position G5
А еще, правильный путь, это уменьшить в прошивке длину У до актуальной доступной величины, ибо дальше чем разрешено каретка не поедет даже в относительных координатах
А вот стоковая прошивка практически мгновенно получала файлы по wifi, на marline раз в 10 дольше происходит. Кто нибудь знает, возможно это как то решается? Прошивка 2.0.7.2 от dmitry-sorkin