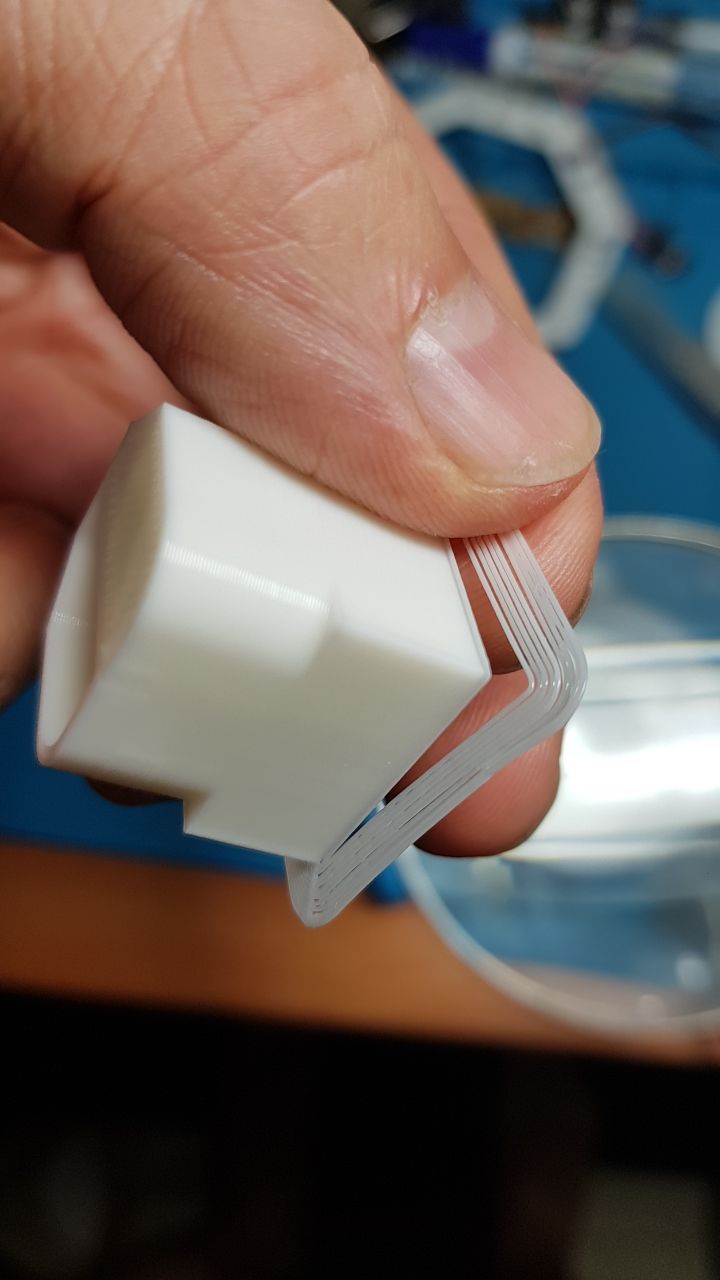
Помогите настроить. Brim всегда расллаивается на отдельные нити. На крышке через верхний слой виден предыдущий, на дне иногда Стенки на крышке тоже не сплошные. Подачу откалибровал, выдавливает верно. Поток 100%. Температура первого слоя 245, последующие 235. PLA. Обдув 100%.