


D
Size: a a a
2020 February 11


D
Ктулху

D
https://www.thingiverse.com/thing:2758090
видимо это?)
видимо это?)
Только 1.5 суток в печати за раз это перебор. Поэтому пришлось резать, всеравно грунтовать и красить.
EB
Гдето
понял!
Нижняя поверность не блестящая как после стекла. Если мне нужна очень гладкая нижняя поверхность, то прямо на коврик я наклеиваю каптон и брызгаю на случай всякий лаком, хотя работает и без него.
В
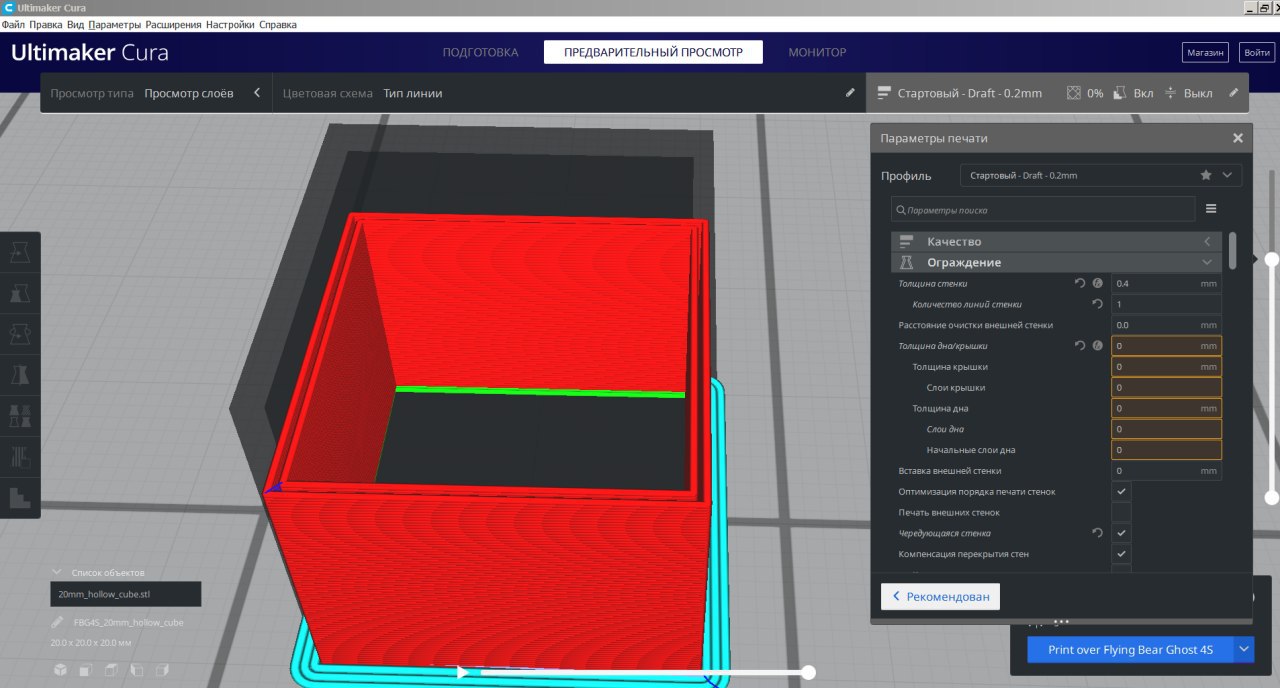
Подскажите как напечатать только внешнюю стенку без использования режима Ваза ? У меня ещё внутреннюю стенку рисует. Разбрался спасибо помогли.
Г
Нижняя поверность не блестящая как после стекла. Если мне нужна очень гладкая нижняя поверхность, то прямо на коврик я наклеиваю каптон и брызгаю на случай всякий лаком, хотя работает и без него.
спасибо
ЩР
Всем привет подскажите пожалуйста есть ли смысл замены платы на 32 битную с драйверами 2208 на тево торнадо?
А
Я просто сталкивался с тем, что при печати PLA/PETG очень важно хорошее охлаждение барьера. И если температура вырастает всего на пару градусов, это уже может привести к тому, что пластик в барьере растекается и залипает. Также это может происходить и при смене режима печати - то есть изменении скорости подачи пластика. В итоге пока экструдер не надавит как следует через боуден, подача пластика становится очень слабой.
Были и такие мысли, но дефект еще возникал грубо говоря посреди прямого участка стенки, там смены режима печати не должно быть. Поэтому вряд-ли с этим связано
SK
Артем
Были и такие мысли, но дефект еще возникал грубо говоря посреди прямого участка стенки, там смены режима печати не должно быть. Поэтому вряд-ли с этим связано
Зависит. Если дефект возникает строго в одном месте слой за слоем на большую высоту, то проблема явно не в пластике. Она в подаче пластика.
А
Пока пробую возможные проблемы исключать по очереди
А
Охлаждение то штатное, у других таких проблем вроде бы нет. Попробую еще температуру снизить градусов на 5
А
Василий
Подскажите как напечатать только внешнюю стенку без использования режима Ваза ? У меня ещё внутреннюю стенку рисует. Разбрался спасибо помогли.
Модель изначально пустотелая с тонкой стенкой или цельный кубик?
А
Если это для настройки потока - у Дмитрия к видео приложены ссылка на нормальный кубик для печати в одну стенку
O
Не подскажете можно ли разрезать stl по сетке с определенным шагом в какой-нибудь программулине?
В
Артем
Если это для настройки потока - у Дмитрия к видео приложены ссылка на нормальный кубик для печати в одну стенку
Ба его и режу. причину нашел, в настройках была включена чередующаяся стенка, поэтому добавлял еще один периметр. Разбрался спасибо помогли.
ЕХ
Не подскажете можно ли разрезать stl по сетке с определенным шагом в какой-нибудь программулине?
Равномерная сетка треугольников?
Не слышал. Минимальный размер полигона везде можно указать
Не слышал. Минимальный размер полигона везде можно указать
O
Равномерная сетка треугольников?
Не слышал. Минимальный размер полигона везде можно указать
Не слышал. Минимальный размер полигона везде можно указать
Нет. Есть модель 6.5х2х5.2м и планируется под её печать сделать принтер с областью 0.5х0.5х0.5м. хочу посчитать сроки печати и вообще бюджет мероприятия
ЕМ
EB
Нет. Есть модель 6.5х2х5.2м и планируется под её печать сделать принтер с областью 0.5х0.5х0.5м. хочу посчитать сроки печати и вообще бюджет мероприятия
любой более менее продвинутый кад позволяет порезать деталь плоскостью.
x
Вердикт? ;)
больше не повторялось. Так что, пока не могу ничего сказать) Печать уже идет больше часа