


Е
Size: a a a
2020 February 16
И
Ок
А вообще тесты нужны, с башнями ретрактов
И
Как на директ переделал, тоже сначала было не весело
Е
А вообще тесты нужны, с башнями ретрактов
Они ровные.. нитей между нет
Е
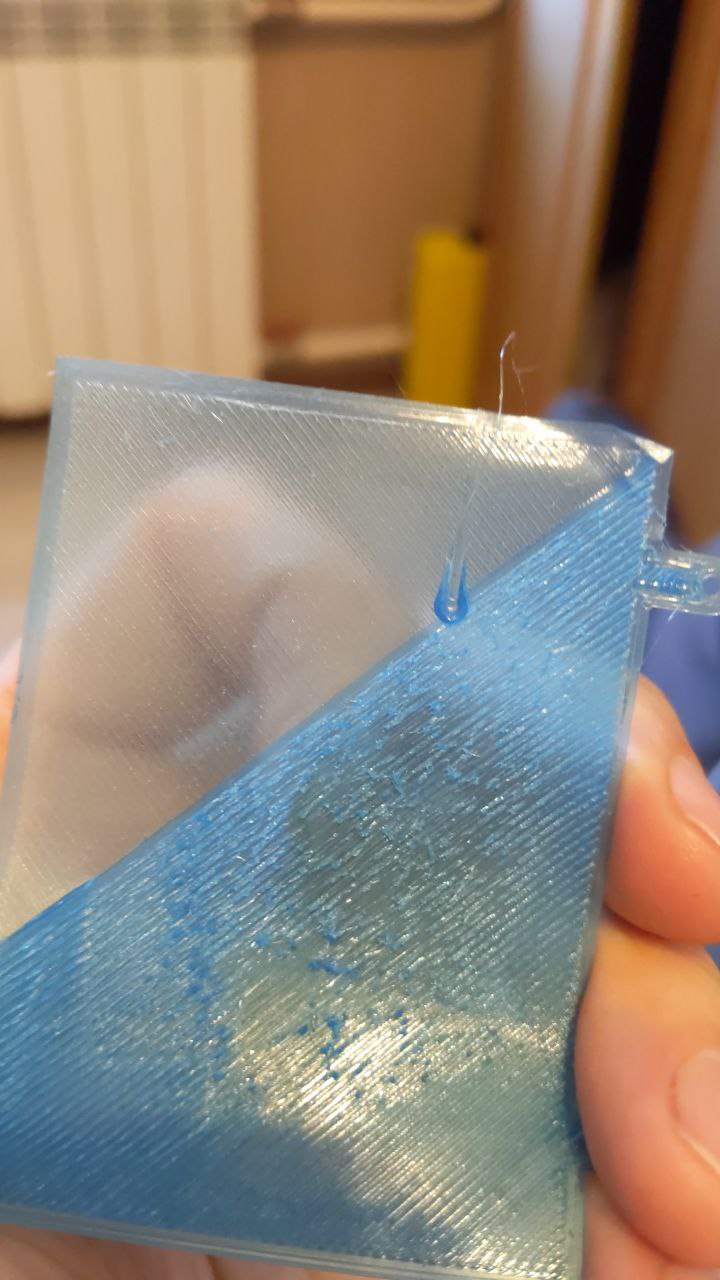
Но вот когда начинает печатать второй слой с заполнением.. лезет волосня
И
А повышение/понижение температуры, градусов на 5 что нибудь даёт? Первый слой отлично, а дальше..
Е
Причем в конце деталь получается довольно нормальная .со стенками таких проблем не наблюдал ..а вот с заполнением сетка или зигзаг фигня
GR
Вот с похожей проблемой уже несколько дней мучаюсь
Стенки ± нормально, а заполнение недоэкструзия
Стенки ± нормально, а заполнение недоэкструзия
С
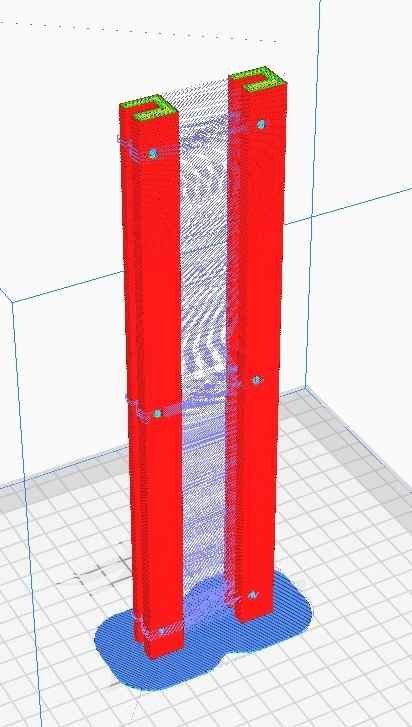
Печатаю такие модели. Горизонтально не умещаются, да и механические свойства оказываются недостаточно высокими. Проблема в том, что при такой высоте они начинают шататься при печати выше середины. Можно ли средствами Куры сделать какие-то распори для устойчивости? Или придется править модель?
Е
Поддержки чтоб не шаталось может
B
Печатаю такие модели. Горизонтально не умещаются, да и механические свойства оказываются недостаточно высокими. Проблема в том, что при такой высоте они начинают шататься при печати выше середины. Можно ли средствами Куры сделать какие-то распори для устойчивости? Или придется править модель?
печатать на дельте.
АЮ
Я сам недавно с таким боролся. Тоже на петг. Это переэкструзия и слишком большое расстояние от стола. Первый слой получается толще, чем должен быть и его кладёт нормально, а на всех последующих выдавливает пластик за пределы пятки сопла и растягивает в волосню. В любом случае надо снизить поток. Даже если не будешь толщину первого слоя уменьшать, оставь такой поток только на нём.
Е
Вот насчёт потока тоже мысли были .а зазор между столом и соплом на горячую лист А4 шеркается
Е
Правда были свои поднять выше..пробовал но тогда первый слой не прилипает
DC
Ted

Как такое вообще возможно?
У меня при засоре было так. Пока сопло не забито ретракты отрабатывают штатно, при засоре уже нет )
d
У тебяже из клиппера печатает? У меня падла при печати не кажет %
d
Сколько уже напечатал
С
печатать на дельте.
Только как это поможет? Там сопло не касается модели что-ли?
Д
Ted

Продолжаю тестировать ретракт. На ретракте 3/80 у конусов почти идеальный результат, а у цилиндра с кубом полно облоя. Как с этим бороться?
Капли из за скорости, слишком высокая. Снижай от 25до 40