Столкнулся с проблемой при настройке k-factor (калибровочный gcode с сайта).
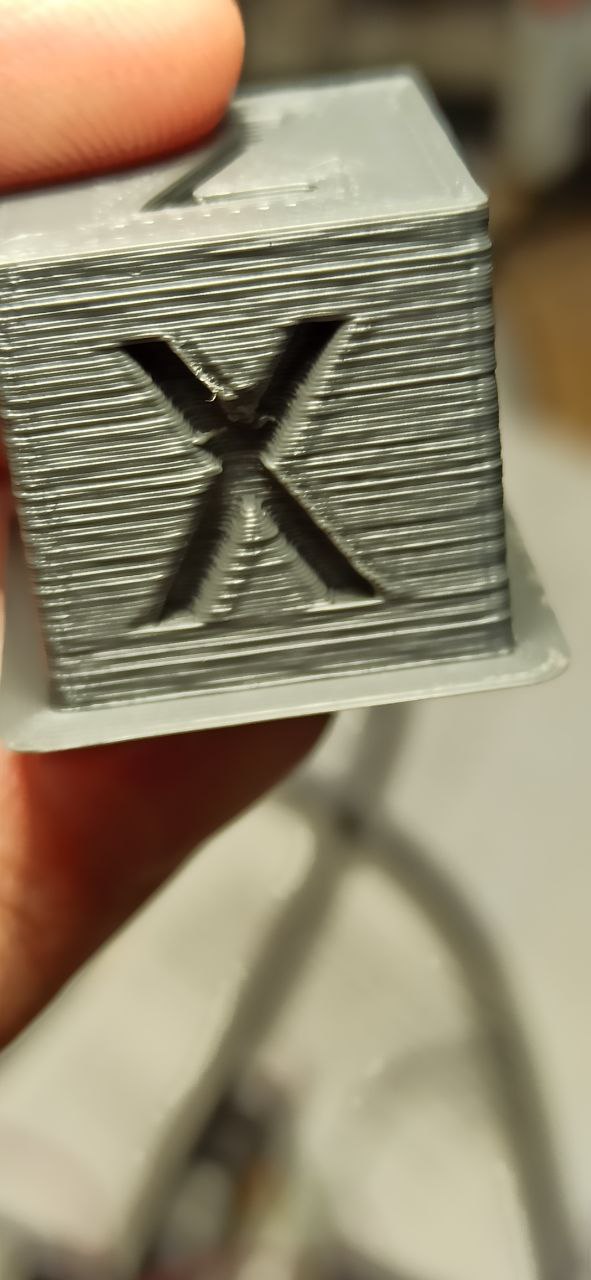
Во-первых, голова после первых линий пяти-семи начинает замедлять скорость "быстрой" секции, да и при печати первых линий по ощущениям не разгоняется до полной скорости указанной в форме. Во-вторых на сопло налипает пластик, он липнет к столу, но все равно скатывается на сопло, и из-за этого начинает задирать линии после середины сетки.
Как итог намерял с грехом пополам 1.9, выставил в настройках, и жутко упала скорость печати (допустим даже сильное снижение - это норма), но на углах так же выпукло, а на прямых недоэкструзия, и линии не спекаются.
Где я мог ошибиться в процессе калибровки, может спасет настройка на объемной модели?