Мало на каких моделях можно реально сэкономить время на заполнении. Я вообще для быстрой печали на 0.4 сопле ставлю ширину заполнения ту же, но ширину для сплошного заполненная, крышек и дна 1мм. Так же для внутренних стенок 0.6мм, а внешние все так же 0.4.
Ну у меня тот же конфиг, если у тебя каленое сопло от трианглов с толстым пятаком - то мои параметры подойдут. Если же обычное сопло, то лучше не превышать ширину линии 0.9мм
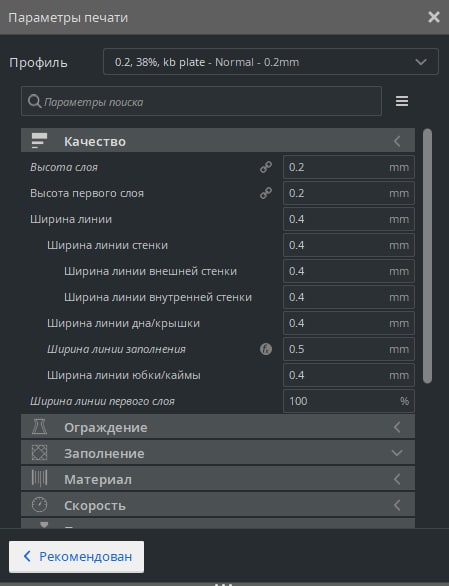
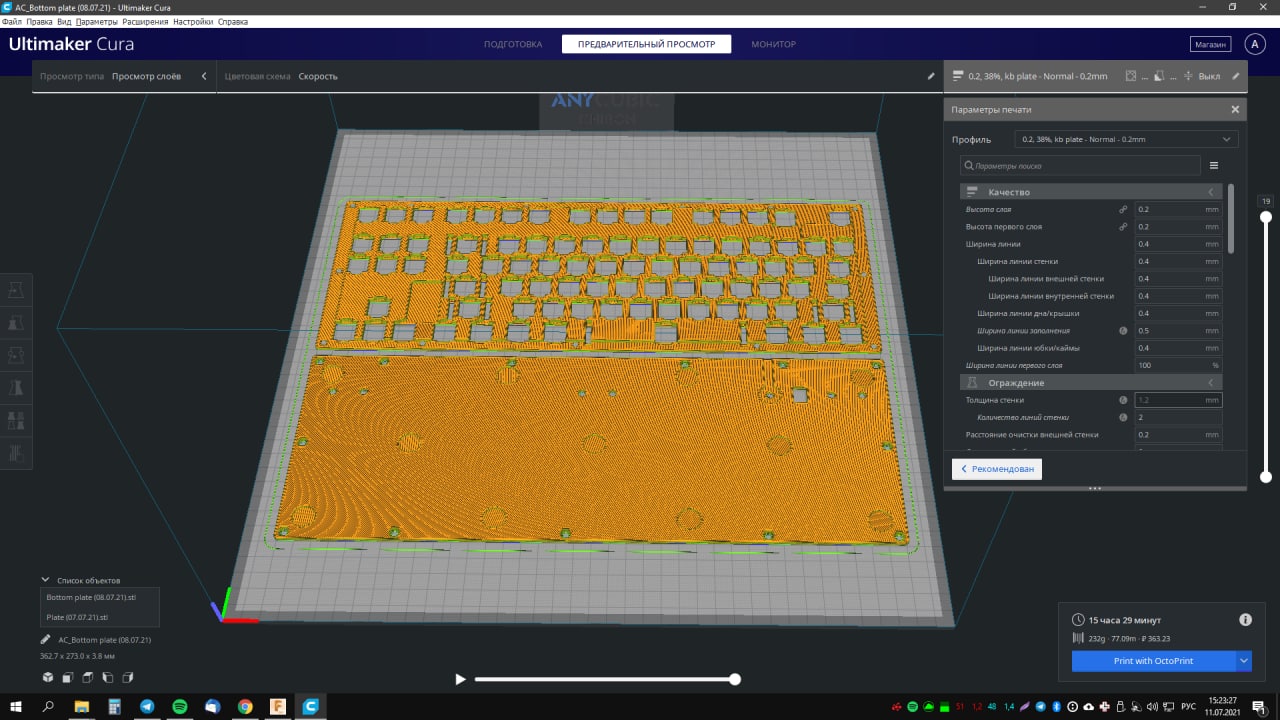
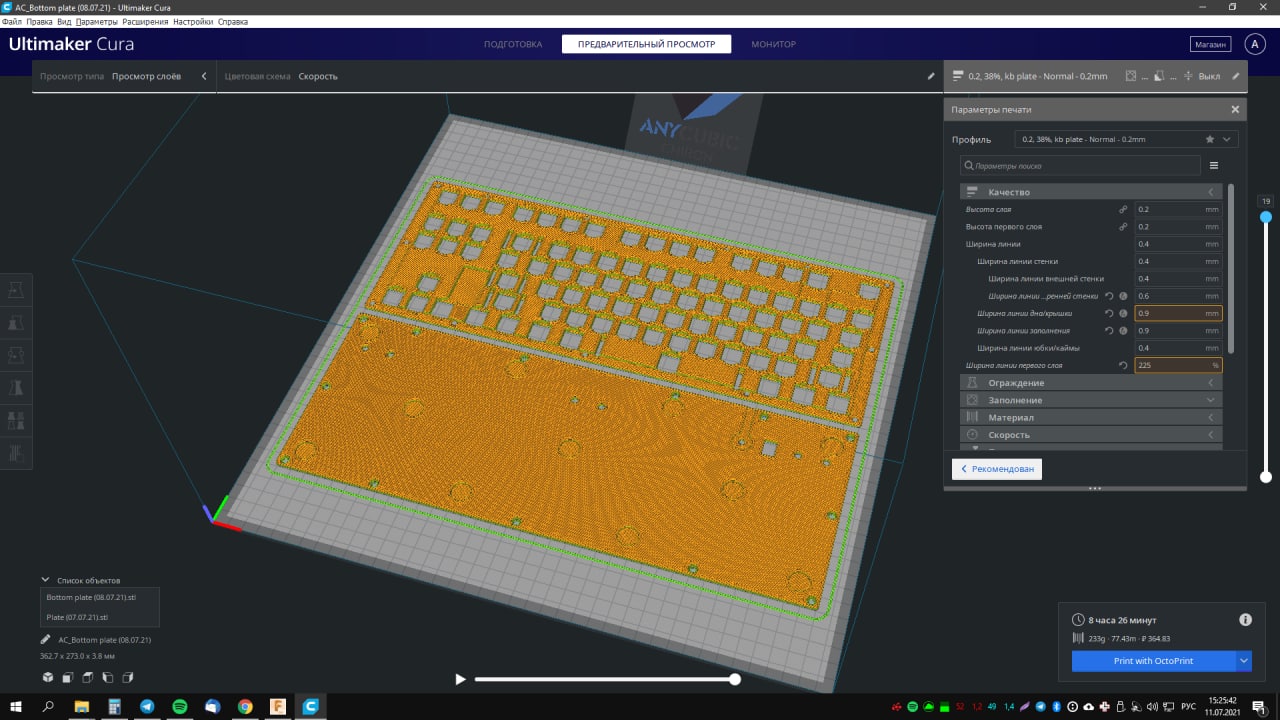
Крышка/дно ставь 0.9мм ширину. Ширина линии первого слоя тут как то криво задаётся, сделай так, чтоб она тоже 0.9 была. Внутренняя стенка 0.6, потом подберёшь их количество под нужную толщину стенки. И это все параметры показаны? Просто в прюше можно отдельно для внешних слоев крышки и дна задать ширину, а тут я ее не вижу.
Ну теперь смотри чтоб у тебя производительность хотенда эти параметры не пересекли, а то будет брак. Прюша это автоматом делает и снижает скорость где надо, в куре же каждый раз руками считать надо. Пет-г на 0.4 сопле у тебя где то 13мм3/с самый край, у АБС потолок я и на 20мм3/с не нащупал.
Не в вулкане дело, а в сопле. Через 0.4 сопло сложно продавить большое количество пластика в секунду, будет недоэкструзия. АБС нагретый очень жидкий, пет-г же всегда густой. Пла я не тестил, не знаю