Andrew
призма рассеивает пучок из точки в любую заданную прямую на плоскость стола (быстрее печать). точкой тоже можно плавить, но тогда смысл...(проще прилопатить тиговскую сварку к моторчикам и двигать ей, и не забывать подавать проволоку) Плюсом созрел вопрос, как порошок для заплавки сверху подавать нормировано и определенное кол-во?
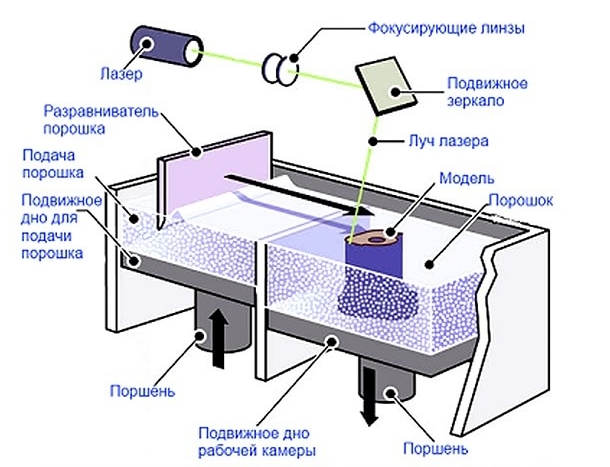
порошок подается снизу. делается две дырки одинакового размера. в них два поршня (столы) один внизу, второй вверху. тот что вверху движется вниз. он пустой. на нем модель печатается. а тот что внизу двигается вверх, и на поршне насыпан порошок. объем остаеться неизменным. просто переходит из одного поршня на другой. движение синхронизированы. раскатывать кстати лучше не скребком. а валиком. что бы не только протягивать, а еще и спресовывать.
http://dl3.joxi.net/drive/2021/02/09/0017/2626/1178178/78/ddd101fba7.jpgА на счет призмы. получается нам надо: 1 лазер, который волоконный (потому что проще монтировать, нет всяких охладителей заумных и все такое), и голова с призмой, которые уже готовые можно купить. ну и система управления огнем в виде прошивки для лазерных граверов. так? или что то нужно строить самому?
без призмы не получится сплавлять нормально, потому что будет неравномерность. только резать без нее можно? да?
а что касается точности, что вы писали, это точность для призмы? на сколько точно можно позиционировать луч в случае с призмой?
по сварке кстати есть технологии, где так титан сваривают ФДМ печатью =) фдм для титана это вообще конечно жестко =)
еще есть способ лазерной печати при помощи фольги. просто рисуем по фольге и она приваривается к детали. но отходы фольги огромные. порошок безотходный.